
前几天刚好把用了6年的注塑机器清洗了一下。清洗前想看看到底脏不脏,还特意打开看了一下。清洗前后的对比图如下:

1、将冷却水管接口接清洗机的进出水口。因为冷却器里面是铜管,没有正反向一说。接管道的时候就不需要考虑进和出。因为这个清洗机自带的水管管径不同,所以还上了一个双外丝的变径。

2、刚开始清洗的时候,最先洗出来的是生物淤泥,这个很容易堵塞过滤棉。第一根过滤棉一打开就干报废了,还好这玩意儿便宜。不过下次清洗还是应该按照顺序来,先用谐波冲刷模式排污水。我们准备不充分,干废了第一根过滤棉才开始排污水。排污水最好是用一个长管道直接接到下水口。避免把车间搞脏。

第一根过滤棉,基本是生物淤泥,也有一些铁锈。

一打开清洗机,水瞬间就脏了。
3、排完污水后,然后换了一根过滤棉,用微泡模式+清洗剂跑了20min。铁锈已经开始掉落了。最后持续清洗了40分钟左右。清洗完成后,用清洗机直接冲掉有清洗剂的水就行了。冲刷用的水可以直接用自来水或者冷却系统中的水。

冷却器里面全是铁锈
准备改天空一些,把模具的水路和整个冷却系统都清洗一下。
注塑机的冷却系统为什么这么脏?
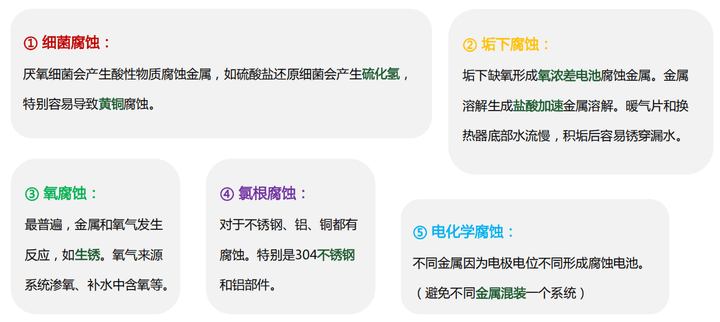
1、 因为注塑机的冷却水是开式循环系统,所以氧气会不断地溶解到水中,加上冷却水常年处于“温暖”的状态,导致整个冷却水系统中微生物疯狂滋生。生物黏膜、生物残骸等会堆积如山,并且会包裹其他杂质,形成阻塞。
2、因为冷却水的体量一般较大,采用的又都是自来水,所以水中的钙镁离子含量是较多的。冷却器的温度还好一般在40~60度。但是模具根据生产塑料不同,温度差异很大。高温就会使得水垢析出产生。
3、腐蚀产物。冷却水系统会遇到的金属一般有铁、钢、铜等。长期接触氧腐蚀、垢下腐蚀、微生物腐蚀都很严重。加上一些部件还是铸铁的,那生锈的速度是相当的快。
因为太脏了,导致整个冷却系统的运行效率很低,也同时拉低了设备的生产效率。成型时间会延长。并且对于精密的模具成型也会有很大的影响。甚至夏天可能会导致机器高温报警停机。
以前都是采用的高压水枪、通炮清洗,需要拆开一根管一根管的清洗,麻烦并且费时。并且洗完以后要没有育膜。没有育膜意味着下次清洗还是一样的脏,并且清洗频率也不会降低。
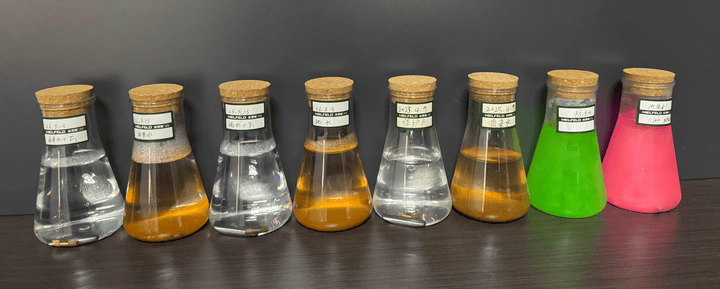
这是我办公室做的实验,不同时间段,自来水、纯水、防冻液,加不加保护剂差别很大。有铸铁的系统一定是要加保护剂的。

保护剂一瓶500ml,可用于100L的水。一般小型的冷却系统就1吨水或几吨水,用十几瓶就行了。直接倒在冷水水箱里面。它可以大大降低清洗的频率。算经济账,十几瓶保护剂的成本还不及一次清洗的费用贵。并且,设备高效运转省下来的钱就更多了。
